一、窯體結構
對
回轉窯體設計,考慮盡量實現以下五條原則:
在不影響保溫效果的情況下減薄窯墻,提高窯爐容量。
依據輥道窯各部位的溫度分布不同,采用不同的保溫材料,不同的厚度。既解決了散失熱耗,又節約了材料費用。
依據制品在輥道窯內容易"跑偏"的現象,在窯后部應適當為放寬寬度。
依據工藝制度,結合窯內合理的壓力分布,充分利用純凈煤氣可以明焰燒成的特點,設計和隔焰的混合供熱結構。
要充分利用冷卻帶的煙氣的余熱
依據上述原則,結合生產規模和燃料結構特點,通過工藝和熱平衡計算。確定窯爐結構如下:
1、窯長度:依據生產設計能力,確定長度為38米。在煤電混燒輥道窯的基礎上對三帶長度進行了修正,確定預熱帶和燒成帶長度為24米(其中設燃燒室部份的長度為6.3米)占63%。冷卻帶14米,占37%,兩層層長度相等。
2、窯內寬:預熱帶和燒成帶寬度800毫米,冷卻帶寬度940毫米(由Ф25×1500毫米瓷輥確定,相當4塊152×152毫米的面磚并排入窯的寬度)。
3、窯內高(即工作孔道高度):
①、輥上高度:上下兩層相同。由兩側墻設置的輥上事故處理孔的高度和孔磚的厚度確定為160毫米;
②、輥下高度:上下兩層相同。由輥子大、小、支架高度和輥下事故處理孔的高度確定為210毫米。
4、窯頂、窯底和窯墻的厚度,如表1
表1 窯爐的各部厚度(毫米)
注:①、預熱帶和燒成帶窯墻帶窯 墻厚度系指工作也道和上煙道窯墻的厚度,下煙道窯墻厚度為460毫米;
②、在燒成帶和預熱帶后部,于下煙道外墻上部用高溫粘合貼高溫纖維氈厚40~10毫米,不包括在上表范圍。
5、關于保溫材料選擇:
在輥子長度一定的條件下,為了盡量提高窯爐產量(即增加窯的內寬)必適當選擇低蓄熱得低導熱率的輕質保溫材料。同時,要依據窯爐不同部位、不同的溫度和使用條件對其進行合理搭配。
①、強度高的保溫材料用于煙道內壁和受力較大的部位,可選用堇青石質輕骨料磚生硅保溫磚等。
②、強度較低,耐火度高的保溫材料用于工作孔道內壁等溫度較高(1000℃以上)的部位。如輕質高鋁磚等。
③、強度較低、適應溫度較低(900℃以下)的保溫材料用于預熱帶和冷卻帶前部的外墻和窯頂復蓋層。如:空心微珠磚、珍珠巖磚和硅藻土磚等。
④、保溫性能好的,適應溫度較高的(1000℃左右)填充或貼敷保溫材料,用作窯墻夾層、窯底和溫度較高的窯頂復蓋層。如硅鋁酸鹽維纖、氈、板磚或玄武巖棉、板、磚等。氈板可貼在外墻。
⑤、保溫性能好,但適應溫度低的(900℃以下)填充材料,用于溫度低的窯底、窯頂部份,如珍珠粉、蛭石粉等。
另外還有傳統提、保溫性較差、蓄熱能力又較高,但強度較好的輕粘土磚,可用冷卻帶。
由于在該窯采用了性能良好的新型保溫材料,所以節能效果顯著,受外界的溫度變化影響也小。
6、燃燒及煙氣傳熱系統:
①、燒嘴的選型:選用了適于焦爐煤氣燃燒的平焰燒嘴。其特點是是助然風呈旋流狀進入燒嘴、火焰短為圓盤狀。可在燃燒室內全部燃燒。便容易造成同工作孔道較大的溫差。
依據上層釉燒溫度較低,下層素燒溫度較高的溫度分布要求和燃后煙氣對流傳熱規律,結合煤燒輥道窯烯室的設置,確定了在上下層燃室各設QPY-100型(燃氣能力100標米3/小時)燒嘴一個;關于下層煙道兩側設QPY30~50付燒嘴3個,付噴嘴方向和尚窯長中心線成30度角,向著窯頭方向,以便降低煙氣阻力。
②、按照煤氣完全燃燒的室式燃燒爐,采用該焦爐煤氣一般要求爐堂面積熱度為
5×104000千卡/標米3時,考慮到空氣預熱,所以燃氣量照燒嘴額定值的60%計算:(A)QPY-50型燃室燒嘴烯室容積為0.252米3 ;(B)QPY-100型燒嘴燃室容積為0.504米3。
依據煤氣、空氣經該燒嘴在燃室內混合燃燒的反應時間,確定了兩種燃燒室的長度;由旋流燃燒形成的最大火焰圓盤直徑確定了兩種燃室:長×寬×高=1100×550×600毫米3,容積:0.3630米3;(B)QPY-100型燃室的寬和高,如(4)QPY-50型燃室:長×寬×高=1350×800×1050毫米3,容積:
1.134米3 。
所以,設計中采取的由該燒嘴確定的上述兩種燃室容積均大于計算值。
③、上下加熱煙道:考慮到煙氣運行在輥道窯煙道內阻力很小,和燃燒室到窯頭方向向煙氣溫度逐漸降低的情況,為提高熱效率,對煙道高度采取了逐壓縮和階梯式煙道。(圖略)
(A)上煙道:655→5→25→460→395→330→265→200毫米。
(B)下煙道:690→575→460→395→330→265毫米。
上下煙道和對應的上下工作孔道之間的隔焰板設置特點為:在燒成帶靠近燃燒室的部份約8.2米長,不設隔熱板(即為明焰燒成);在預熱帶后部和燒成帶前部設50毫米厚的SiC隔焰板,之間在留縫50毫米;預熱帶前部密布50毫米厚的SiC隔焰板。
對隔焰板按上述方式進行設置的原因主要有三點:
A)燒成帶明焰燒成,是為了提高工作孔道的溫度。
B)預熱帶的后部,SiC板之間留縫也是為了增加煙氣對工作也孔的傳熱能力。預熱帶前部不留縫是考慮到接近窯頭部位窯溫過高,易引起半成品入窯后爆坯、開裂等。
C)由于輥道窯工作孔道密封性差,采用引煙機或煙囪排煙,必然造成預熱帶煙道負壓,以SiC板將煙道隔開,即為了防止窯外冷風被吸進窯內,引起工作孔道的波動。
④、分級排煙結構:為了便于調節窯頭部位的溫度,上下煙道各留有三個排煙孔道,以閘板調節。
A)上煙道:以φ250毫米的鐵管排煙。分布距離為:第一排距窯1600毫米,煙孔間距離1400毫米。
B)下煙道:以400×400毫米的磚砌孔道排煙。分布距離同上。
7、冷卻帶的冷卻換熱結構:
在不影響冷卻帶工作孔道的壓力制度又冷卻制品的前提下,采取了三種間接冷卻結構。(冷卻帶圖略)
①、在窯尾部份的上孔道上面和下孔道下面設置了長×寬×高=5米×1.18米×0.15米的換熱箱;在燒成帶最高溫度點2.5米處,于上孔道上面同樣設置了長×寬×高=3米×1.18米×0.15米的換熱箱。上述三換箱供助燃風預熱。
②、在靠近燒成帶的第三級換熱箱前面,設置了備用間接冷地結構,在因為某種原因停止助然風時使用,以利該處窯內降溫防止燒壞換熱箱。
③、以鑄鐵板(δ=10毫米)與工作孔道隔開。可進行自然和制控冷卻。上下間接冷卻風道高×寬=200×940毫米。
8、其他結構:
①、輻射板:在煙道和工作孔道之間,孔道與孔道之間設置了長×寬×厚=900×500×50毫米的SiC隔板。
②、牙子磚:由窯墻確定寬度。近窯尾10米長一段窯墻厚230毫米則采用長×寬×厚=540×230×75毫米型;其余為為長×寬×厚=540×300×75毫米。兩者設輥孔12個、輥孔為為35×39毫米扁園孔,適用于Ф25毫米的輥子串過。
③、觀察孔:設在窯頭可觀察上下煙道運行情況。
④、測溫孔:兩層孔道的最高溫度點,5個燃燒室、煙氣抽出、冷地帶三個換熱箱和窯頭部位皆設常測溫孔,上下層工作孔道每2米左右設測溫孔一個。
⑤、壓力測孔:于上下煙道三級排煙處和預熱帶末端設測壓孔。
⑥、膨脹縫:燒成帶每2米左右,預熱帶和冷卻帶2米~2.5米左右,預熱帶和冷卻帶2米~2.5米左右,設一寬25毫米,上下內外交錯230毫米的膨脹縫。內塞以高溫棉。
⑦、安全孔:上下層工作孔道輥上輥下設安全孔、除靠近窯頭8米長一段間距為1.2米外,其余為1.5米,同層安全孔要左右兩側對中交錯,大小為230×65毫米,以輕質骨料砼預制。
⑧、上下工作孔道隔板:在預熱帶,燒成帶設置了導熱性能好的長×寬×厚=900×500×50毫米的SiC板。密布排列,起隔離作用。冷卻帶未設。
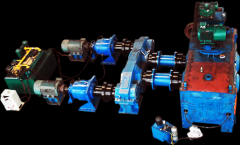
二、傳動部分
為了便于對上下輥道運行速度速的調節,分別采用了一套傳動裝置,用附控制器的3KW調速電機,通過蝸輪蝸桿減速機帶動主傳動釉進行鏈式傳動。
上下層皆為一級兩組傳動,其主要構件包括:
1、輥子:采用φ25毫米(外徑)三種材質的輥子(長度為1500毫米):無縫普通鋼管用于550℃以下的低溫段;Cr18Ni9Ti型耐熱鋼管用于950℃以下的低溫段;高鋁管用于高溫段。
2、鏈條:用于輥子傳動的為1/2英寸(節距)輕騎鏈條,用于主傳動的為5/8英寸鏈條。
3、輥子鏈輪:12Z×1/2英寸,厚3~4毫米的鏈輪片用45#鋼板沖制。
另外,為了使輥子運行平穩,便于調整還相應配備了鏈式傳動的構件,如:壓輪,輥子卡套,支板、支架和張緊裝置等。
三、煤氣和助燃風系統
依據所選用的鼓風式旋流煤氣燒嘴所要求的技術參數和煤氣需用量對煤氣和助燃風系統進行了設計。
1、煤氣輸配系統
①、輸配流程:
室外:煤氣公司通過高壓管道輸送的高壓煤氣(1~1.5公斤/厘米2)至減壓站減壓用
ф108無縫鋼管至燒成車間。
室內:已減壓的煤氣→一級總閘閥→一級放散閥→二級總閘閥→表前閥→煤氣表→表后閥→二級放散閥→通各燒嘴的一級分閥(球閥)→二級分閥(球閥)→燒嘴。
②安全設施:由于采用了平焰燒嘴,煤氣在燒嘴前沒有預混,僅在燃燒室內進行混合燃燒,一般是不會發生回火現象。所以,只要在點火、停火和運行中堅持安全作業是不會發生什么安全事故的。不過我們為慎重起見也采取了一些必要的安全措施。
A)設了煤氣放管:在煤氣停用時,放掉管道內閥門間的余氯;放散管口延伸到安全位置。
B)燒嘴前設雙閥門:以便門檢修和防止閥門密封不好造成串字。
C)在窯附近的供電線路都按防爆安全用電規程采取了記爆措施。
D)設了專門控制助燃風。煤氣流量、壓力和測定窯溫的控制室,對該系統進行監測。
2、助燃風系統
根據助燃風的需用量和壓力要求,采用了兩臺4#高壓離心風機(一臺備用)助燃風的運行流程為:風機→蝶閥→換熱箱前蝶閥→冷卻帶換熱箱→箱后蝶閥→集氣管→燒嘴前蝶閥→燒嘴
為了使煤氣燃燒充分,除在燒嘴鼓入一次風外和二次風的比例可視燃燒狀態確定。
四、煙氣余熱利用
該窯煙氣純凈無害,可直接利用。采用5#鍋爐引風機把煙氣送到輥道烘干器,對釉面磚半成品進行烘干。但余熱煙氣溫度仍波動在50~60℃。又送至陶缸成型廠房對缸坯進行對流干燥,使煙氣溫度降到室溫。
五、測控部分
由于煤氣供氣壓力穩定,便于調節,未考慮采用程序控制。為監測窯的正常運行,設置了控制室。通過觀察測窯內溫度壓力的變化,調節煤氣,助燃風和煙氣抽力,用手動閥調節。實踐證明,對該窯采取這種手工調節方法,可節約20萬元左右的自控費用,目前沿不影響燒成制度的穩定。
六、烘窯
由于選用的輕質保溫材料種類多,熱阻大、砌筑時吸水重,所以確定的烘窯時間較長(25天)。按照升溫曲線要求,采取如下措施:
1、600℃以前,以自制的不同直徑,不同燃燒能力的點火棒烘窯,即可在燃燒室內進行,也可在安全孔內插入工作孔道點燃。需用的點火棒數量和點火棒處徑大小由升溫情況靈活確定。
2、600℃以后,采用燒嘴烘窯,使用燒嘴的個數和燒嘴燃氣能力大小的調節要視窯內升溫速度確定。
3、約在800℃以后,輥道窯開始載坯運行,對冷卻帶進行烘烤。
4、在烘窯前,對傳動系統進行較長時間的載坯冷態調試,待完全合格,經驗收后,可將各輥子的小支板松開,使輥子處于自然狀態,以防烘窯時窯體膨脹、熱壓壞管子。待升溫800℃,膨脹基本停止,需對輥子等進行第二次熱態調試,并開始載坯運行。
七、運行
依據紅胎白釉面磚釉燒和素燒的不同溫度,上層輥道釉燒下層輥道素燒,兩層輥道同向運行。因為下層燃燒室多于上層,下層工作孔道的溫度則高于上層,這有利于窯內溫度的合理調節。
紅胎白釉面磚的素燒溫度為1030℃±10℃,燒成周期50分鐘左右;釉燒溫度990℃±10℃,燒成周期50分鐘至/小時。升溫曲線見圖1。釉燒和素燒要求氧化氣氛成空氣剩系數a=1.2~1.3。
要穩定產品質量,穩定燒成制度,就必須穩定溫度、氣氛、抽力、進坯速度。為此,規定了有關責任制度。
由于該窯設計采用了較好的保溫材料,窯的表面溫度很低。如表2所示。
表2 窯體各部表面溫度
注:上述溫度為平均溫度
而且,季節氣候造成室內溫度的波動,對窯溫和燃氣旦影響極微。加之,我廠煤氣調壓站,設有自動穩壓裝置,煤氣壓力處于穩定狀態。在正常運行時很少調動。
八、效益
由于該窯采取了較好的保溫和余熱綜合利用措施,經幾個月的生產實踐驗證,認為:該窯不僅根治了環境污染,在生產方面有好的工藝性,能有利產品質量的提高,而且節能效果比較顯著。盡管在原料加工成型和施釉等工藝技術管理方面還存在不少問題造成進窯坯體質量不夠穩定,使該窯的效益發揮不夠。但和采用其他能源形式的輥道窯相比效益還是好的,主要表現在:
①、單位產品的熱耗較低,按平均日產152×152×5型釉面磚成品13000件(兩次燒成)計算,每小時耗煤氣量為80米3,煤氣熱值平均4300千卡/標米3。則每公斤成品釉面磚的熱耗為2117千卡。和我廠煤電混燒單層輥道窯相比,燒煤的單位產品熱耗能相當于煤氣的4.54倍。
②、綜合經濟效益好:
和我廠煤電混燒單層輥道窯相比,如成品產量相當該窯能力的話,日耗煤為6.25噸,耗電240度。按柴里煤60元/噸,工業用電0.10元/度計算,則單位產量成品煤電耗量和單位煤氣耗量和單位煤氣價格為0.15元/標米3計算,則單位成品煤氣耗價為0.074元/公斤。二者相比,能耗費用燒煤氣的效益為0.028元/公斤,按該窯年生產能力計算,則節能價值為:4.065萬元。
由于產品質量的提高,按兩種窯平均生產水平計算,相當每片成品釉面磚由該窯燒成發生的增值為0.025元/片,則質量提高年增值為10.8875萬元。
③環境效益:若按我廠原煤電混燒輥道窯單位產品的煤耗計算,該窯年耗煤量可達2100噸。由此每年可發生:黑色煙氣1675米3(按每公斤煤產生煙氣8標米3);殘渣523噸(按每公斤煤產生廢渣0.25公斤);煤和渣的運輸量2617噸。
依據我廠近幾個月的生產實踐,該煤氣雙層輥道盡管在設計、施工和生產管理方面還程度不同的存在一些問題。但從經濟效益、環境效益、社會效益方面分析,還是可取的。如果加強窯前各生產工序的質量管理,在經濟效益方面還有較大的潛力發揮。
如果您有問題需要咨詢,請隨時與我公司聯系,我們將竭誠問您提供最優質的服務。
手機:15515557076 電話:0371-67793637 傳真:0371-86565118
如果您有什么問題請點擊右邊按鈕
我們將竭誠為您服務